DLH ফিমেল রান টি স্টেইনলেস স্টিল কম্প্রেশন ইন্সট্রুমেন্টেশন টিউব ফিটিং


| টিউব ওডি | এনপিটি | মৌলিক অর্ডার নম্বর | মাত্রা | |||
| আকার | ||||||
| A | D | E® | F | |||
| মাত্রা, মধ্যে. | ||||||
| 1/4। | 1/8। | ডিএলএইচ-০৪-০২ডিএলএইচ-০৪-০৪ | 0.97 | 0.6 | 0.19 | 1/2। |
| 1/4। | ||||||
| 3/8। | 1/8। | DLH-06-02DLH-06-04 DLH-06-06 | 1.1 | 0.66 | 0.19 | ৫/৮। |
| 1/4। | 1.1 | 0.28 | ৫/৮। | |||
| 3/8। | 1.15 | 0.28 | 13/16 | |||
| 1/2। | 3/8। | DLH-08-06 | 1.26 | 0.9 | 0.38 | 13/16 |
| 1/2। | ডিএলএইচ-০৮-০৮ | 0.41 | ||||
| 3/4। | 3/4। | DLH-12-12 | 1.33 | 0.96 | 0.62 | 1 1/16 |
| 1 | 1 | DLH-16-16 | 1.59 | 1.23 | 0.88 | 1 3/8 |
রেফারেন্সের জন্য বিনিময়যোগ্যতা
পার্কার:
ইটন/ওয়েদারহেড:
মিডল্যান্ড:
স্বগেলোক:-400-5-2 -400-5-4 -600-5-2 -600-5-4 -600-5-6 -810-5-6 -810-5-8 -1210-5-12 -1610-5-16
অনুগ্রহ করে মনোযোগ দিন: অনুরোধে সরবরাহকৃত নন-স্টক আইটেমগুলির উদ্ধৃতি এবং বিতরণ।কনফিগারেশন এবং মাত্রা বিনা নোটিশে পরিবর্তন সাপেক্ষে.
ইন্সট্রুমেন্টেশন টিউব ফিটিং
পার্কার CPI, Swagelok, Parker A-LOK, HOKE Gyrolok, ইত্যাদির সাথে বিনিময় করুন।
অ্যাপ্লিকেশন
এটি শিল্প কোড এবং স্পেসিফিকেশন ব্যবহার করে ডিজাইন করা হয়েছে যার সাথে অতিরিক্ত কাটিং-এজ ইঞ্জিনিয়ারিং সোয়াজিং অ্যাকশন এবং সিলিং সততা।এটি উচ্চ চাপের গ্যাস, ভ্যাকুয়াম, ইমপালস, তাপীয় শক, ভারী কম্পন এবং নিয়ন্ত্রণ ব্যবস্থা, প্রক্রিয়া এবং উপকরণ ডিভাইসে এবং বিভিন্ন অ্যাপ্লিকেশনগুলিতে ব্যবহৃত শিল্প সরঞ্জামগুলিতে অন্যান্য অনেক কঠোর অ্যাপ্লিকেশনগুলিতে দুর্দান্ত ফুটো-মুক্ত সিলিং সরবরাহ করে।যেমন: পাল্প ও পেপার মিল, পেট্রোলিয়াম প্রসেস প্ল্যান্ট, কেমিক্যাল প্রসেস প্ল্যান্ট, ক্রোমাটোগ্রাফি, পাওয়ার জেনারেশন প্ল্যান্ট...
বৈশিষ্ট্য
- নির্মাণ - চার টুকরা ইউনিট: বডি, বাদাম, সামনে এবং পিছনে ফেরুল।এক্সট্রুড এবং নকল কনফিগারেশন।
- স্ব-সারিবদ্ধ, কম্পন প্রতিরোধ, তাপমাত্রা সাইক্লিং প্রতিরোধ।
- সুবিধাসমূহ - ইনস্টল করা সহজ, ক্ষয়রোধী এবং ইনস্টলেশনের সময় টর্কটি টিউবিংয়ে প্রেরণ করা হয় না।
- উপকরণ - স্ট্যান্ডার্ড হিসাবে SS316।SS304 এবং ব্রাস অনুরোধে পাওয়া যায়।
স্পেসিফিকেশন
- তাপমাত্রা পরিসীমা: -325°F থেকে 1200°F (-198°C থেকে 648°C)
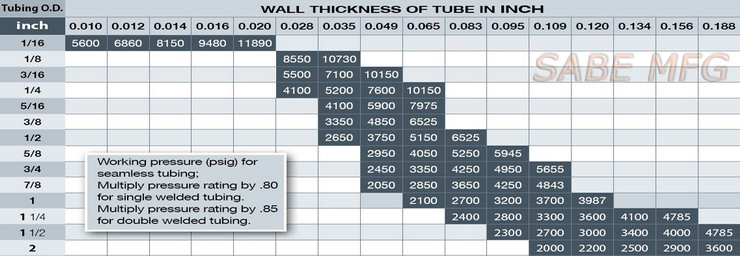
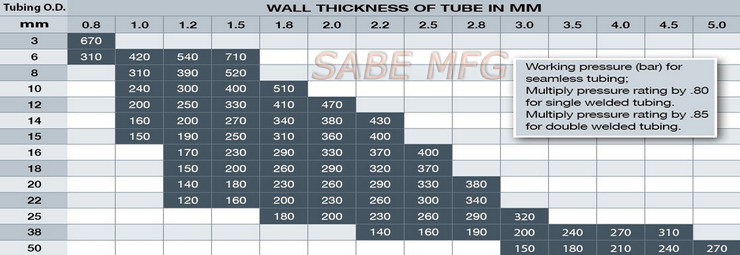
- কাজের চাপ নিচের চার্ট দেখুন
সমাবেশ নির্দেশাবলী
SABE ফিটিংস একত্রিত এবং আঙুল-আঁটসাঁট করা সরবরাহ করা হয়।তারা অবিলম্বে ব্যবহারের জন্য প্রস্তুত.ব্যবহারের আগে বিচ্ছিন্ন করার ফলে ময়লা বা বিদেশী উপাদান ফিটিংয়ে প্রবেশ করতে পারে, যা ফুটো হতে পারে।
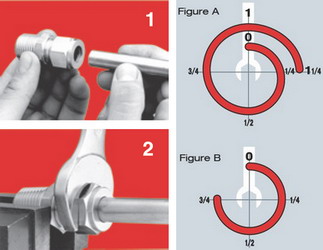
1. টিউব ফিটিংয়ে টিউব ঢোকান।নিশ্চিত করুন যে টিউবটি ফিটিং এর কাঁধের উপর দৃঢ়ভাবে স্থির থাকে এবং বাদামটি আঁটসাঁট থাকে।এই অবস্থানে, টিউবটি হাত দিয়ে ঘোরে না।
2. বাদামকে শক্ত করার আগে, এটি বাঞ্ছনীয় যে বাদামের হেক্সে ফিটিং বডিতে প্রসারিত একটি স্ক্রাইব চিহ্ন আঁকতে হবে, অবস্থান "0″ হিসাবে।এই চিহ্নটি প্রারম্ভিক বিন্দু এবং সঠিক পুল-আপের জন্য একটি সূচক হিসাবে কাজ করবে।
3. ব্যাকআপ রেঞ্চের সাহায্যে ফিটিং বডিটিকে স্থিরভাবে ধরে রাখার সময়, বাদামকে 1-1/4 টার্ন টান করুন, স্ক্রাইব চিহ্ন দেখুন এবং একটি সম্পূর্ণ বিপ্লব করুন।তারপরে চিত্র A অনুযায়ী অবস্থানের শেষ দিকে ঘুরতে থাকুন। (1/8″ এবং 3/16″ সাইজের টিউব ফিটিং-এর জন্য, চিত্র B হিসাবে আঙুল-টাইট থেকে শুধুমাত্র 3/4 বাঁক প্রয়োজন)
ব্রাস ইনস্ট্রুমেন্টেশন টিউব ফিটিং





